

 公告信息:
公告信息:
点击上方蓝字关注“公众号”
黑龙江众诺自动化科技有限公司粮食烘干自动化系统可为您节约大量生产成本。稳定控制供风温度,从而大大提高粮食烘干质量。减少企业用工,实现企业利润最大化。
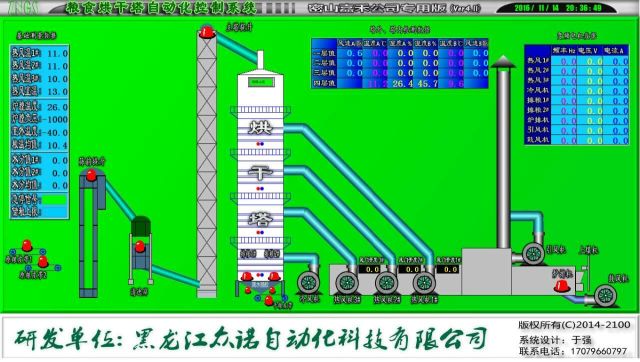
ZNHGT600T型粮食烘干塔自动化控制系统功能、组成、性能介绍
一、ZNHGT600T型粮食烘干塔自动化控制系统功能:
1.为解决烘干技术人员劳动强度,我们设计的系统由微机24小时自动控制
2.最优烘干方案写入程序执行,解决了人为因素、依靠经验烘粮的影响。
3.各烘干段都安装温度传感器、实时监测塔内粮食温度变化。
4.出塔干粮水分自动检测控制,出塔干粮水分稳定在14%±0.5。
5.各烘干段可阶梯温度送风,完成了同一换热室可送出不同温度的热风,为不同烘干段根据粮食烘干的需求或含水率的高低送入不等温度的热风提供了条件,解决了某一烘干段粮食含水率偏高或者偏低,影响烘干质量的问题。
6.热风炉燃烧状态及炉温自动化控制,保证热风炉经济燃烧,节省燃煤5-20%。
7.烘干塔所有电机绝大部分自动PID控制,节省电能15-30%。
8.全天24小时用煤量、耗电量自动记录并存储,可随时调阅烘干成本。
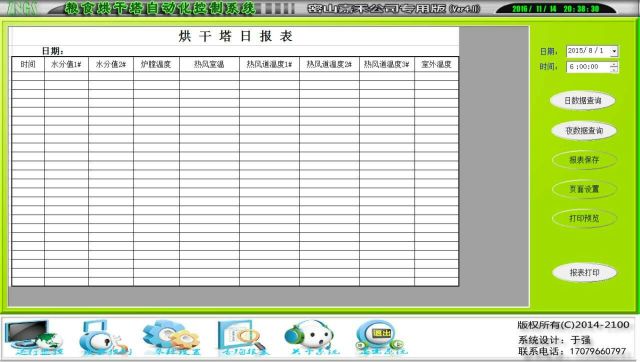
9.烘干塔每时刻工作数据,包括排量速度、干粮含水率、各烘干段粮食温度、炉温、风温、电机运行状态、用煤量、耗电量等,以报表的形式一键打印,有助于管理。
10.远程管理功能:企业高管或老板无论在哪里只要通过网络或手机无线网络都可对烘干塔工作状态进行了解及运行参数进行监控,便于对生产进度的了解及设备运行的掌控。
二、ZNHGT600T型粮食烘干塔自动化控制系统组成:
1.热风炉煤斗上煤自控部分:煤斗由行程开关检测传输PLC决定煤斗上、下行并进行计算、限位检测。
2.热风炉炉膛温度与炉膛负压值检测:炉膛温度检测选用的是K型0-1300度温度传感器,炉膛负压检测是检测源与0-500Pa负压变送器完成。
3.换热室温度检测与控制。使用PT100温度变送器完成。
4.各风机与换热室温度自控部分:由电动执行器位置传感器及中央处理器组成,完成对各热风机送风温度的控制。
5.储量段量位控制:这部分由阻旋料位开关对粮位检测,经中央处理器演示后,对主塔提升进行程序控制,完成对储量段粮为控制。
6.各烘干段粮温由该部分温度、传感器、巡检仪、中央处理器组成,分别对对应的部分进行检测和控制。
7.冷风段粮温检测及环境温度检测:在冷却段内及室外安装PT100温度传感器,通过内部温度与外界温度的对比,实现对冷风段粮温的监测与控制。
8.排量段干粮含水率检测:该部分安装了两套在线式粮食水分检测仪,时时检测粮食水分的变化。
9.整个系统使用了十台变频器,分别控制着热风炉的炉排、鼓风、引风、3台热风机、冷却风机、主塔提升机、2台排量机。
10.控制系统使用了西门子PLC作为中央处理器。
11.本控制系统选用的是工业级微机作为人机控制界面。
三、ZNHGT600T型粮食烘干塔自动化控制系统性能:
1.严格的将炉膛负压控制在设定标准范围之内,确保了燃煤经济燃烧,节煤率5-20%。
2.各热风机之间实现了梯度送风温度,各风机之间送风温差可自由选择。
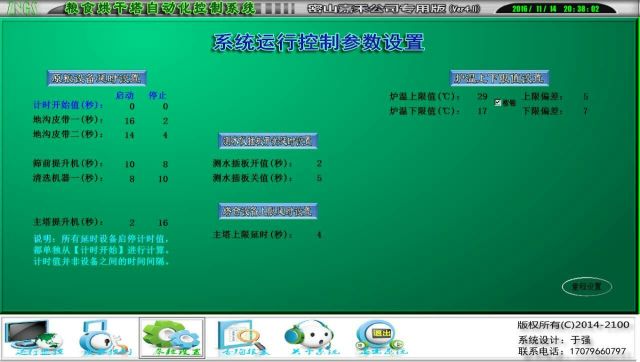
3.储量段粮位任意控制,用户可根据实际需要自行设定延时时长,延时范围0-200分钟。
4.各烘干段粮温、检测范围-40到+200度,检测精度0.5度。
5.出塔干粮水分检测仪:测水范围0-25%,温度范围-20到+60度,检测模拟量电流输出0-20mA。
6.温控电动配分执行器:开关动作由电动执行器完成,工作电压DC24V,行程长度500mm。
7.巡检仪:巡检仪工作电压AC220V,巡检速度0.5S,接收40路巡检输入,检测输出RS485标准。
8.ZNHGT600T型粮食烘干塔自动化控制系统具备了如下保护功能:(1)过压保护功能。(2)欠压保护功能。(3)过载保护功能。(4)过流保护功能。(5)过热保护功能。(6)超温预警停机保护功能。(7)缺相保护等功能。
9.ZNHGT600T型粮食烘干塔自动化控制系统具备了如下自调整功能:(1)炉膛温度及负压自调整功能,以保持经济燃烧。(2)换热室温度自调整功能,以保持安全可靠的热能供给。(3)电动配风执行器自调整功能,以保持各烘干段对不同温度的需求。(4)烘干段粮温、温度自调整功能,以保持各烘干段粮食的烘干质量的要求。(5)出塔干粮含水率自调整功能,以保证出塔干粮水分稳定在14%±0.5。
节约能源,低碳经济,绿色发展,低碳烘干成本,是企业发展的必由之路,希望广大烘干企业与我公司共同合作,将节能减排工作做好,造福社会,造福人类。

咨询电话:
18645138008
13945578644



不关注

就捣蛋

长按上方二维码,关注“公众号”



















