

 公告信息:
公告信息:
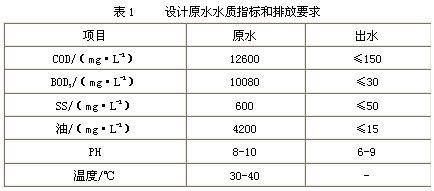
1设计水量、水质及排放要求
该企业达产后的废水排放量为450m3/d,提供的设计废水水质和废水排放要求如表1所示。
2工艺选择
由于油脂加工废水中含有大量的皂脚、油和磷脂等,COD、BOD5、SS浓度较高,常采用隔油、气浮等作为预处理工艺,然后进行生物处理。根据原水水质指标和排放要求,结合实际工程经验,考虑经济和稳妥,确定以传统处理方法为基本手段,选择的工艺流程见图1。
首先采用调节池、隔油沉淀池和气浮机作为预处理单元,使水质水量得到均化,去除原水中可上浮和乳化态脂肪物,为后续生化处理废水处理系统稳定运行创造条件。采用上流式复合厌氧污泥床反应池,利用水解酸化菌将大分子和难降解有机物降解为低级脂肪酸和乙醇等,提高废水的可生化性;利用产甲烷菌群将大部分有机物降解为CH4、C02和H20从废水中去除。为了节省占地面积和降低工程造价,将接触氧化池与二沉池合建,接触氧化池可有效地降解复合厌氧后废水中剩余的有机物,二沉池沉降的污泥除部分按需要回流到复合厌氧池和接触氧化池外,其余进行浓缩脱水。
3主要处理构筑物的设计参数
考虑北方低温的特点,除调节池外的主要处理单元均设于室内。
3.1 调节池
调节池设于室外地下,钢混结构,有效容积为110m3,水力停留时间为5.5h,内设潜污泵2台,池顶浇筑混凝土盖板,并覆土保温。
3.2 隔油沉淀池
隔油沉淀池设于地上,平流式,钢混结构,有效容积为60m3,水力停留时间为3.0h,池顶设置刮油机刮除上浮油,池底设泥斗用于贮存分离沉淀的污泥。隔油沉淀池出水经气浮机处理后进入复合厌氧反应池。
3.3 复合厌氧反应池
采用上流式厌氧污泥床反应池(UASB),池上部设有气、液、固三相分离器,中部装填有利于产甲烷菌着生的生物填料,形成复合式厌氧反应池,在提高池内生物量的同时,可增加底物与微生物的接触时间,提高传质效率。由于产甲烷菌生物量的提高,对有机物的有效去除提供了有力保证。本单元设两个并行反应池,钢混结构,有效高度7m,有效容积175m3,水力停留时间18h,运行温度≥30℃。
配置多点多管布水系统,布水渠道通过三角堰把废水均匀地配人每个布水管,布水管出口均匀分布于池底,以保证反应池布水的均匀性。
为防止臭味逸散,反应池采用完全封闭式结构,三相分离器分离出的气体,通过管道导人气体净化装置处理后,高空排放。
3.4 生物接触氧化池
采用推流式生物接触氧化池,钢混结构,共2座,每座分为三格,每格有效容积为28m3,水力停留时间为8h。池内设置弹性立体填料,填料层高度为2m。曝气装置采用可变微孔膜曝气器,气水比为20:1。废水经接触氧化池处理后进人竖流式沉淀池,出水排入城市下水管网。
4处理系统的启动与运行
4.1 处理系统的启动
本工程于2002年10月正式通水启动,复合厌氧反应池的接种污泥量为14kg/m3,采用大庆市东郊污水处理厂的剩余污泥,利用污泥回流井稀释后泵人池内,接触氧化池也一起投入适量的污泥,与厌氧池中的种泥同时接种驯化。
厌氧池的启动过程到2002年12月下旬结束。在此期间,随着水力负荷的不断提高,厌氧池COD去除率逐渐稳定在85%以上。
好氧池投入接种污泥后,通过连续曝气促进好氧微生物的生长和繁殖,二沉池沉淀的活性污泥通过回流泵返回好氧池,以保持池内的好氧微生物浓度。随着厌氧池COD去除率增加和出水水质的稳定,二沉池出水逐渐变清。在厌氧池满负荷运行后,二沉池出水COD≤100mg/L,好氧池挂膜成,生物膜上的菌胶团生长良好,原生动物以钟虫、累枝虫等为主。此时,出水达到设计要求,调试工作结束,废水处理系统投入正常运行。
4.2 启动后的运行
为了验证系统的运行情况,当地环境部门连续3天现场采样,每天选4个不同时间采样分析化验,运行结果的平均值见表2。

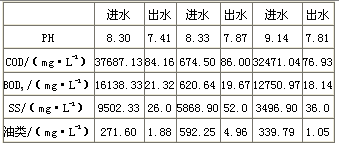
从表2可以看到,污水处理站实际进水COD、BOD5、SS浓度皆高于废水设计指标,主要是由于原料毛油含有较多杂质等因素所至,影响废水处理系统正常运行。针对这种情况,在隔油沉淀池前增设了制药装置,通过向废水中投加破乳剂,有效地提高了隔油沉淀池和气浮机对废水中皂脚、油和SS等的去除效率,强化了预处理过程,从而降低了生物处理单元的有机负荷,污水处理站出水达到了《污水综合排放标准》(GB8978—1996)中的一级标准,通过了当地环保部门的验收。
5运行费用分析
废水处理系统投入正常运行后,处理水量约为430m3/d。日耗电量340KW·h;消耗化学药剂约110kg,直接运行成本为1.47元/m3(其中人员工资0.41元/m3,电费0.47元/m3,药剂费0.59元/m3)。
6 结论
(1)复合厌氧—生物接触氧化废水处理系统处理负荷高、运行稳定,出水水质良好,达到了《污水综合排放标准》(GB8978—1996)中的一级标准。
(2)由于废水中含有大量的皂脚、油和SS等,需要强化预处理,导致化学药剂的消耗量增加,运行成本较高。因此,宜考虑用其他方法强化预处理,以提高系统的处理效率。
(3)建议企业采取措施提高皂角和磷脂等物质的回收率,一方面降低企业生产成本;另一方面降低废水中污染物总量,从而降低运行费用。


















