

 公告信息:
公告信息:
月见草油含有90.0%以上的不饱和脂肪酸,导致油脂的稳定性差,极易氧化酸败。因此,在加工和储藏过程中应尽量减少与空气接触的机会,同时避免高温影响。
目前国内月见草油提取的主要工艺有“一次浸出”和“预榨浸出”两种,针对月见草籽原料的特殊性,笔者提出将“膨化浸出、混合油负压蒸发工艺”用于月见草油的提取,重点探讨从月见草籽中提取月见草油的膨化浸出新工艺,为月见草油制取工艺提供了新的加工思路。
1.月见草油脂肪酸组成及与其他油品比较
月见草油富含多不饱和脂肪酸(PUFA),如亚油酸(含量高达73.7%),并且还含有不小于9.0%的γ-亚麻酸,是一种ω-6系列的营养油脂。表1为东北月见草油的脂肪酸组成情况,表2为月见草油与其他小品种油脂的脂肪酸比较结果。
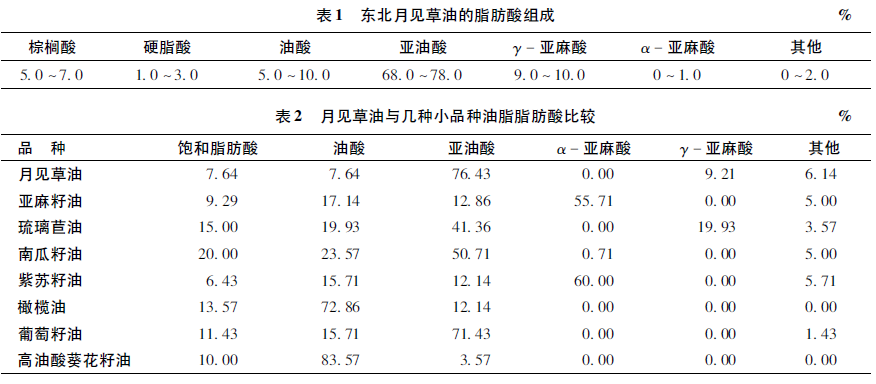
从表2可以看出,含有较丰富γ-亚麻酸的油脂只有月见草油和琉璃苣油,γ-亚麻酸(顺-6,9,12-十八碳三烯酸,简称GLA)是人体的必需脂肪酸,是合成前列腺素的前体,γ-亚麻酸还有强烈的防止血液凝块作用。人体自身不能合成γ-亚麻酸,只能通过摄取食物获得。琉璃苣原产地中海地区,现欧洲和北美广泛栽培,原料来源需要进口获得。而月见草在我国东北有大量种植,因此来源较广,月见草油由于富含γ-亚麻酸而被加拿大、法国等20多个国家列为营养油。月见草油的开发利用越来越受到人们的重视。
2.加工过程对月见草油品质的影响
月见草油品质的好坏,主要表现在γ-亚麻酸含量、过氧化值以及色泽等质量指标上,加工过程、产地、生产环境及成熟度都会对其产生影响,加工过程对月见草油品质的影响主要表现在如下几个方面:
(1)原料的清理。月见草籽呈红褐色,颗粒很小,形状略圆,直径一般为2~3mm。月见草籽成熟后,由于收获原因,原料含杂较高,除石粒、泥沙、灰土等机械杂质外,往往还含有较多的有机杂质,如碎叶、秸秆、瘪籽、壳皮等。有机杂质的大量存在,不仅会严重影响月见草油的提取,还会影响毛油的质量,给月见草油精炼带来很多麻烦。因此,月见草籽原料的清理很重要。
(2)加工过程中温度的控制。处理月见草籽的关键是降低加工温度,这样有利于保持其γ-亚麻酸的含量,提高毛油质量,且有利于后面的精炼,好的毛油质量在精炼时可以提高得率,降低辅料消耗,带来综合性的经济效益。
(3)油料的膨化。采用膨化浸出工艺,一般需对原料进行调质处理,因为月见草油含有大量的不饱和脂肪酸以及特殊的γ-亚麻酸,极易氧化和聚合,所以膨化前的调质和膨化后的烘干处理都要避免高温,且要严格控制水分。油料挤压膨化预处理既可以保证油料细胞充分被破坏,便于油脂的提取,还可以钝化各种酶类,减少油脂分解酸败。但在进行膨化处理时应尽可能将挤压温度控制在较低的范围,同时应缩短挤压时间,保持水分在15%左右。
3月见草籽加工工艺
3.1预榨浸出工艺
3.1.1工艺过程
预榨浸出工艺流程如下:
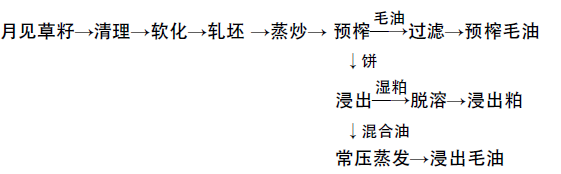
月见草籽原料经过清理筛除去杂质,而后进入软化锅,软化合格的月见草籽进入轧坯机,轧坯后的生坯片送入蒸炒锅,蒸炒后的熟坯再送入预榨机进行预榨。预榨机出来的含渣毛油经沉淀捞渣、过滤后即为预榨毛油。预榨出来的饼经输送设备送入浸出车间,进入浸出器,物料在浸出器中经喷淋、浸泡后,湿粕被连续地送出浸出器,湿粕经蒸烘机的脱去粕中的溶剂,成品粕送至粕库。浸出器出来的混合油由混合油罐经过常压第一长管蒸发器、第二长管蒸发器蒸发浓缩后的混合油进入汽提塔,经过汽提充分脱去油中残留溶剂,毛油由汽提塔底部抽出送入精炼车间。
3.1.2工艺特点
预榨浸出由于蒸炒和预榨机温度高,对于像月见草籽这种含有大量不饱和脂肪酸、易氧化聚合的油料不太适合,高温对月见草油中的γ-亚麻酸有一定的影响,同时还影响了毛油质量。浸出中因为混合油脱溶采用常压蒸发,第一蒸发器油温在75℃左右,第二蒸发器油温在95℃左右,汽提塔出口油温在125℃左右,使得月见草油再次受到高温的影响,油脂颜色、品质变差。
3.2一次浸出工艺
工艺流程如下:
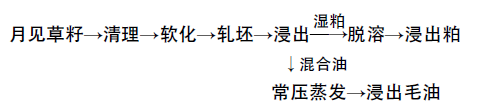
一次浸出因月见草籽颗粒较小,轧坯后粉末度较大,在浸出过程中,溶剂不易渗透,导致粕中残油高,通常粕残油在1.5%~2.5%,由于粉末度较大,湿粕不易蒸透,导致粕残溶增加,溶剂消耗增大,通常达10~15kg/t。
3.3膨化浸出工艺
3.3.1工艺流程
膨化浸出工艺流程如下:

3.3.2主要工艺过程
3.3.2.1原料清理
根据月见草籽的特点,在前处理工序增加了比重去石机和比选机,利用物料之间的比重差别,以可调节风量作为媒介,将物料中与原料大小类似的重杂质和轻杂质分离出来。通过调节风量和筛面的运动,使物料在筛面上处于悬浮状态,比重较轻的物料将处于上端,比重较重的物料被送到筛面的下端,从而达到分离物料的目的。比选可显著降低月见草籽原料中有机杂质含量,不仅可以提高月见草油提取率,降低浸出消耗,而且可使浸出毛油的质量大大提高。
3.3.2.2膨化
月见草籽的膨化条件非常严格,一般入料水分为10%~15%,入料温度为60~65℃。物料在膨化机内被挤压,是一种高温、短时处理过程,膨化机套内的物料处在瞬时高温高压的状态,然后减压挤出,膨化成型,使物料内部产生无规则多孔通道。月见草籽经挤压膨化后,膨化颗粒的容重增大(较生坯增大约50%),油料细胞组织被彻底破坏,内部具有更多的孔隙度,外表面具有更多的游离油脂,粒度及机械强度增大,粉末度减小,可使溶剂对料层的渗透性大为改善(渗透速度较生坯提高3~4倍),提高了出油率和浸出效率,同时由于原料中各种酶类的钝化,特别是脂肪水解酶、氧化酶等在挤压后失活率达95%以上,显著降低了酶对油脂的分解,提高了出油率,增加产量,降低溶剂消耗。
生产中膨化机的出料温度为95~100℃,水分为12%~15%。原料水分过高,对浸出极为不利,为此在设计中增加了烘干工艺,以保证入浸原料的水分小于10%,温度不超过60℃。
3.3.2.3浸出
月见草籽膨化料浸出使用了环形浸出器。环形浸出器料层薄,混合油容易渗透,非常有利于月见草籽的一次浸出。为了降低浸出粕的残油,设计环形浸出器时适当加长了上浸段和下浸段的长度,增加净浸出时间。月见草籽膨化料浸出的溶剂最好使用正己烷。浸出的温度控制在55~58℃,净浸出时间60~90min,充分保证了粕中残油的降低。
月见草籽膨化料浸出后,虽然经过了较长的滴干,但湿粕含溶仍然较高。因此,在设计DTDC时需要增加2层预脱层,这样不仅可减少蒸脱层的直接蒸汽量,降低蒸脱后物料中的凝结水分,降低烘干负荷,而且可以减少分水器负荷和废水排放量。月见草籽原料一般粉末度较大,所以,在配备冷、热风刹克龙时要通过详细工艺计算,确定刹克龙尺寸,以免废气中夹带粕粉。
月见草籽浸出后的混合油蒸发采用了负压蒸发工艺,可防止高温色素固化。混合油负压蒸发工艺不仅蒸发温度比混合油常压蒸发工艺的蒸发温度低5~10℃,而且物料在真空下蒸发,有利于油中γ-亚麻酸的保留并可有效控制色素固化,大大提高浸出毛油的质量。
3.3.3工艺特点
(1)清理工序:除了采用筛选、风选、磁选和比重去石外,还增加比选设备,有效地除去了油料中的有机杂质,使得月见草籽的无机杂质和有机杂质均不大于0.5%。
(2)膨化工序:对于细小颗粒的月见草籽坯片进行瞬时高温膨化,使得入浸物料的性质得到改善,减少了粉末度,增加了溶剂的渗透性,使物料更适合浸出,对浸出粕的残油降低到不大于1.0%,溶剂消耗降到不大于3.0kg/t,以及毛油杂质减少起到了关键作用。另外工艺设计上在调质和烘干工序尽量降低温度,对油中γ-亚麻酸的保留起到了明显效果。
(3)浸出工序:由于采用了负压蒸发工艺,混合油蒸发、脱溶均在真空下进行,温度也相对较低,大大提高了浸出毛油的质量,为后面的精炼做好了基础准备,降低了炼耗,因此综合效益较为显著。
3.4预榨浸出及膨化浸出工艺毛油质量比较
选取同一产地的原料,在上述预榨浸出工艺和膨化浸出工艺加工生产中各取7个毛油样品,测定γ-亚麻酸含量、酸值、过氧化值、色泽等指标,结果见图1~图3及表3。从图1中可以看出,膨化浸出毛油的γ-亚麻酸含量略高于预榨浸出毛油,这是由于膨化浸出工艺注重了整个工艺温度的控制,使γ-亚麻酸不易被破坏。
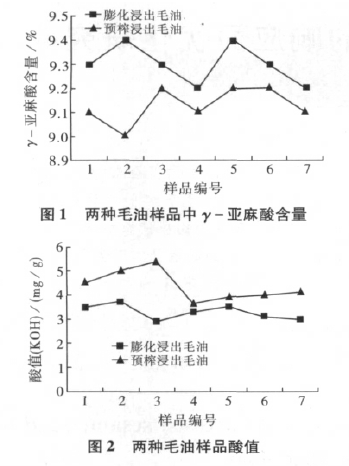
由图2可以看出,膨化浸出毛油其酸值(KOH)在2.9~3.7mg/g之间,而预榨浸出毛油的酸值(KOH)在3.6~5.4mg/g之间,膨化浸出毛油的酸值均低于预榨浸出毛油,因此膨化浸出更具优越性。
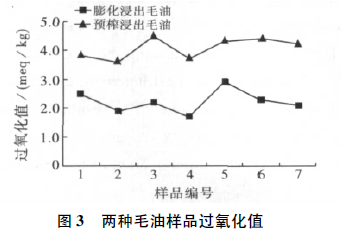
由图3可以看出,膨化浸出毛油过氧化值在1.7~2.9meq/kg之间,而预榨浸出毛油的过氧化值在3.6~4.5meq/kg之间,明显高于膨化浸出毛油的过氧化值。
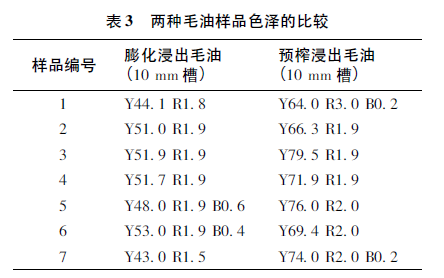
由表3可以看出,膨化浸出毛油颜色明显低于预榨浸出毛油的颜色,其中黄色变化最为明显,红色次之。
4结论
针对月见草籽的特性提出的膨化浸出及负压蒸发加工工艺,对γ-亚麻酸含量的保存较好,解决了原有预榨浸出工艺毛油颜色深、质量差、炼耗高的问题,提高了产品质量,降低了粕中残油和溶剂消耗,经过两年多的运行,证明了月见草籽的膨化浸出是一种先进的、切实可行的工艺,综合效益较为显著,值得推广应用。


















