

 公告信息:
公告信息:
生物柴油以其原料的可再生性和能减少汽车尾气中有毒物的排放而在全球得到了迅速发展。小桐子油是制备生物柴油的优质原料,小桐子制油的同时会产生大量饼粕。小桐子饼粕中蛋白含量达45%以上,氨基酸组成全面,营养价值高,是很好的蛋白质来源。但由于它含有毒性成分,使其应用受到了很大限制,只能作为肥料、蛋白农药和医用生物活性物质使用。针对这一状况,我们开发研究了小桐子饼粕脱毒技术。
小桐子中的毒性成分主要是毒蛋白(curcin)和佛波醇酯。有学者对小桐子毒蛋白进行了分离,认为此蛋白与蓖麻籽毒蛋白(ricin)和巴豆毒蛋白(crotin)毒性相似,对人和动物都具有较强的毒性。因此,要提高小桐子饼粕的利用价值,就必须解决小桐子的毒性问题。
目前国内外在小桐子脱毒研究方面采用的方法主要是通过碱处理或甲醇提取脱除佛波醇酯,通过加热脱除毒蛋白,并且这些研究大都只针对某一种毒素而不是综合考虑将各种毒素一并脱除,既缺乏小桐子脱毒方面的系统研究,更没有与常规制油工艺相结合的脱毒案例。因此,我们的研究目标在于探索一种在制油的同时使小桐子及其饼粕脱毒的技术及工艺条件。
1脱毒工艺及技术路线
根据对毒性成分及脱毒技术的了解,小桐子毒蛋白主要通过热变性工段脱除,佛波醇酯则可通过溶剂提取工段脱除,因此我们设计了如下的脱毒技术路线:原料小桐子一预处理(剥壳一破碎一软化一轧坯)一蒸炒(脱毒蛋白)一压榨一浸出(脱佛波醇酯)一蒸脱(脱毒蛋白)一醇提(脱佛波醇酯)一脱溶一炒粕一成品粕。
2各个工段的研究
制油及脱毒主要包括预处理、蒸炒、压榨、浸出、醇提5个工段。
2.1预处理工艺的研究
小桐子预处理包括剥壳、破碎、软化、轧坯几个工序。
(1)剥壳。由于没有可供小试使用的剥壳设备,我们采用了人工剥壳的方法。
(2)破碎。用植物粉碎机进行。
(3)软化及轧坯。由于小桐子有毒,起初担心在加工中产生有害粉尘,所以增加了软化工艺,但经试验小桐子加工过程基本上没有粉尘产生,故可不经软化步骤。试验中选用压面机进行轧坯(坯片厚度0.3~0.5mm)。
2.2蒸炒工艺的研究
(1)蒸坯。这一步是脱除小桐子毒蛋白的关键步骤。主要通过控制加水量和加热温度及时间以确保脱毒效果。水分高有利于脱毒,但试验中发现如果料坯水分高于20%,蒸坯时易结团,造成送料困难。结合棉籽加工参数,我们将加水量定为15%~18%,蒸坯温度100~110摄氏度,时间30~40min,采用油浴加热,这样既有利于控制温度,又克服了电炉加热不均匀的问题,同时也有较好的重复性。一般情况下,蒸坯后物料的水分保持在15%左右。
(2)炒坯。为了避免在炒坯过程中物料颜色过深而不利于饼粕利用,我们缩短了炒坯时间。将温度定为110~120℃,时间为l0~20min进行了多次试验,比较炒坯后物料的水分及色泽,炒坯后物料水分控制在5%~8%,稍高于常规的人榨要求,这样饼的色泽较浅。
由于蒸炒工艺是脱除毒蛋白的关键步骤,所以对蒸炒温度、时间、加水量3个关键影响因素设置了高中低3个水平进行了正交试验,以确定最佳的脱毒条件,但从检测数据看蒸炒条件不同,毒蛋白的脱除效果差别却不大。
从试验结果看,在蒸炒过程中毒蛋白易遭到破坏,含量可从80ug/g左右降低到10ug/g以下;蒸炒条件的变化对毒蛋白的破坏程度影响不大,炒制后水分控制在5%~8%为宜。
2.3压榨工艺的研究
通过控制压榨温度及进料速度使残油量及色泽达到要求。在常规工艺中,预榨饼残油要求控制在15%左右。我们使用的是德国冷榨机。由于小桐子含油量高,直接压榨时条件难以控制,压榨情况变化较大,在同样的条件下压榨结果相差悬殊。有时残油只有5%左右,有时却达到20%,试验初期甚至有不出料的情况,经过分析研究认为压榨条件较难控制的原因主要是由于物料较软,榨膛压力不稳定;另外压榨机处理量偏大,而蒸炒时的处理量又偏小,两者不甚匹配,在榨膛压力还未稳定时物料已所剩无几了。如果几批原料连续压榨就会出现前面的物料残油高色泽浅,后面的物料残油低色泽深的情况。
后来我们通过加大压榨量改善了这种情况,取得了较好的效果。
由于佛波醇酯具有油溶性,所以在压榨中一部分佛波醇酯会随着油脂从饼中脱除。另外发现通过压榨也很容易破坏毒蛋白,这可能由于压榨中产生的热和剪切力钝化了毒蛋白,使其发生变性而失活,毒蛋白含量可从80ug/g左右下降到5~7ug/g。考虑到简化工艺和成品颜色问题,我们又进行了多次不经过蒸炒脱毒而直接压榨的试验,同样证明小桐子饼中毒蛋白含量可降低至5~7ug/g。
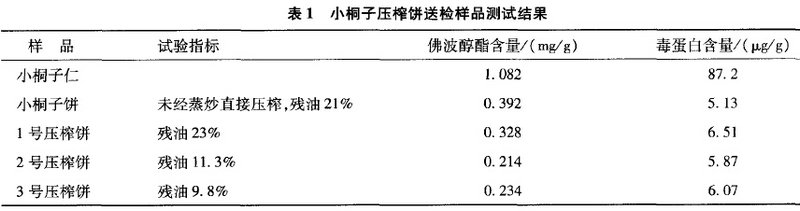
压榨过程是控制产品色泽的关键工序之一,榨膛压力决定了饼的残油高低。压榨后饼的残油控制在15%~20%较为合适,这样饼的色泽较浅。通过压榨佛波醇酯的含量可从1.1mg/g降低到0.2~0.4mg/g,毒蛋白含量可降低到5~7ug/g(见表1),故可考虑采用直接压榨的工艺。
2.4浸出工艺的研究
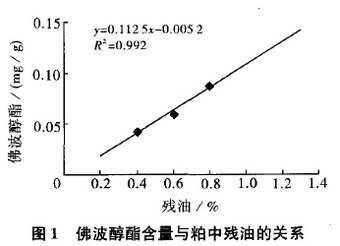
(1)浸出。按照常规浸出工艺进行,料液比1:(1~1.5),浸出温度55℃,每次30min,连续浸出3~5次,使残油达到0.5%——1%。一般经过3次浸出残油可降至1%左右,5次浸出后降为0.5%左右。因为佛波醇酯是亲油性的,可在浸出工段随混合油除去。之所以要将残油降低到0.5%以下是因为这样可以更多地将佛波醇酯从粕中除去,就无需再进行醇提了。我们进行了佛波醇酯含量与粕中残油对应关系的试验,结果如图1所示。
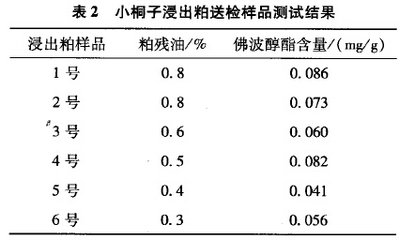
从图1可知,如果浸出粕残油降到1%以下,佛波醇酯含量就可低于0.1mg/g(见表2),达到了作为饲料原料的要求,此种情况下就可免去醇提工段。
但如果要使佛波醇酯含量降到更低(0.03mg/g以下),就需醇提工段。
另外,还利用小型膨化机进行了膨化浸出试验。将直接压榨后的小桐子饼加水8%或不加水,用膨化机膨化,然后用溶剂浸出。料液比为1:(1~1.5),浸出温度为55℃,每次10~30min,连续浸出3~5次。试验发现物料经膨化后再浸出可以缩短浸出时间,每次浸出10min就可达到和不膨化时30min浸出相近的效果,而且粕的色泽更浅。膨化前最好加水,如不加水膨化物料较硬,不利于浸出,而且粕的色泽较深,故不推荐使用。
(2)蒸脱。由于没有现成的小型蒸脱设备,开始我们是用电饭锅进行蒸脱试验的,按照常规工艺蒸脱30min。由于用电饭锅蒸汽量小且无法搅拌,故不易蒸透,而且水汽易聚集在下层的物料上而不散发,造成上下层物料蒸脱状况不一致。针对这个问题我们进行了设备改造:一是增加通蒸汽设备,改善蒸汽量不足的状况;二是在蒸锅内安装搅拌装置,使其接近实际生产的要求。
(3)炒粕。将蒸脱后的粕进行炒制,使其水分降到12%左右。为了及时将蒸出的水汽抽走我们在炒锅上增加了排风装置。
通过浸出、蒸脱及炒粕处理,浸出粕残油降到1%以下,佛波醇酯含量低于0.1mg/g,此种情况下就可省去醇提工段。如果要使佛波醇酯含量降到更低(0.03mg/g以下),就需醇提工段。膨化浸出可提高浸出效率,节省时问,而且粕色泽更浅。
2.5醇提工艺的研究
(1)醇提。用乙醇作溶剂,料液比为1:2,提取温度为65℃,每次30min,连续提取3次,分离出小桐子粕中的佛波醇酯。
(2)蒸脱。此过程与浸出粕的蒸脱情况相近,按常规工艺进行。
(3)炒粕。将蒸掉乙醇后的物料进行炒制,使水分降到12%左右。
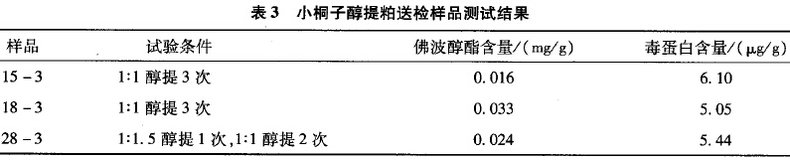
通过醇提可使浸出粕中佛波醇酯的含量从0.05mg/g左右降低到0.02mg/g以下(见表3),达到了基本脱除的目的。
3结论
(1)根据反复试验及检测最后确定了两条技术路线。①符合常规制油工艺的脱毒路线:原料小桐子一预处理(剥壳一破碎一轧坯)蒸炒(脱毒蛋白)压榨一浸出(脱佛波醇酯)蒸脱(脱毒蛋白)醇提(脱佛波醇酯)一脱溶一炒粕一成品粕。②直接压榨及膨化浸出脱毒工艺技术路线:原料小桐子剥壳一压榨(脱毒蛋白)膨化浸出(脱佛波醇酯)一蒸脱(脱毒蛋白)一成品粕。两种工艺达到的脱毒效果基本相同,但第2种工艺更简单,产品色泽更浅,并可提高浸出效率,节省时间。
(2)毒蛋白的脱除主要通过蒸炒工艺或压榨工艺进行。这两个工段均可容易地破坏毒蛋白,可使毒性脱除率达到93%以上。但无论用哪种工艺破坏到一定程度后(毒蛋白含量在5-10ug/g)要再降低毒性则比较困难。
(3)佛波醇酯的脱除主要通过浸出工艺和醇提工艺。浸出时只要将粕中残油控制在1%以下,佛波醇酯的含量即可降低到0.1mg/g以下,这时就不需要醇提工段了。如果要使佛波醇酯含量降到更低(0.03mg/g以下),就需醇提工段。
(4)按该技术进行脱毒的小桐子粕经西安交通大学医学院动物实验中心进行动物急性毒性试验,结论为无毒。
(5)小桐子粕蛋白含量高达57%,高于脱皮豆粕粗蛋白含量,经检测其氨基酸组成全面,含量与豆粕相当,并含有丰富的微量元素,具有较高的营养价值,其他理化指标正常,产品质量符合饲料标准的要求。


















